全球性低碳发展正迫使能源结构从化石能源向可再生能源转变,期望在减少对化石能源依赖的同时,减少二氧化碳的排放。生物质作为自然界最大的有机群体,是唯一具有类化石燃料特性的固体资源。生物质热转化技术可以将低阶生物质转化为高能量密度的燃油和燃气,其替代化石燃油及燃气,本质加快了二氧化碳在植物生长周期中的循环速度,不额外产生二氧化碳,是具有“碳中和”属性的过程。利用基于光伏电解水制备的绿氢可进一步调节生物质合成气氢碳比,成为甲醇合成、绿色航煤合成、氢甲酰化等的原料气,也可将二氧化碳循环到化工产品生产及使用过程,不仅延长二氧化碳循环周期,而且可大幅度提高“绿碳”使用率,降低生物质原料消耗量,以新质生产力有效贡献国家“碳中和”目标。
1、传统气化技术不能满足绿色甲醇/航油合成产业的技术需求
利用生物质作为绿色“碳”源,气化成为可将生物质原料转化为合成气的唯一技术路径选择。大规模气化可以考虑借鉴具有很好工业实践的煤气化技术。但是,由于生物质自身能量密度低、挥发分含量高、氧含量高、碱金属含量高、含灰以SiO2为主,作为燃料在性质上与煤比较的相异性大,致使煤气化技术往往不能适应大规模生物质气化的需要,具体表现为:(1)鲁奇气化炉式的固定床气化技术对原料的强度和热稳定性要求高,生物质难以满足要求;(2)循环流化床气化技术产生的合成气中焦油含量高,需配置二段裂解炉脱除生物质焦油,裂解炉需要升温至1100oC以上,能耗高且对低灰熔点的生物质原料适应性不好;(3)气流床技术要求的微米级磨粉不能直接适用生物质,需将生物质碳化成生物质颗粒,预处理过程复杂、难度大,同时灰渣的硅铝比高,气流床运行时实现“以渣抗渣”难度大。
2、流态化两段气化技术创新破解生物质气化“焦油”难题
为了最大程度地使气化炉吃“粗粮”,并从根源上破解生物质气化过程副产“焦油”的世界共性难题,沈阳化工大学许光文教授团队,创新了流态化两段气化技术,利用流态化反应器实现了低焦油两段气化工艺(图1示),通过生物质热解和半焦气化的反应解耦,协同了生物质预氧化降低焦油生成、生物质焦油热裂解和高温半焦催化裂解深度脱除焦油的作用,并依据产品气品质分别优化调控热解与气化/焦油理解的反应温度和条件,在易大规模化的流态化反应过程中有效实现中低温气化的超低焦油生成和释放的技术优势。
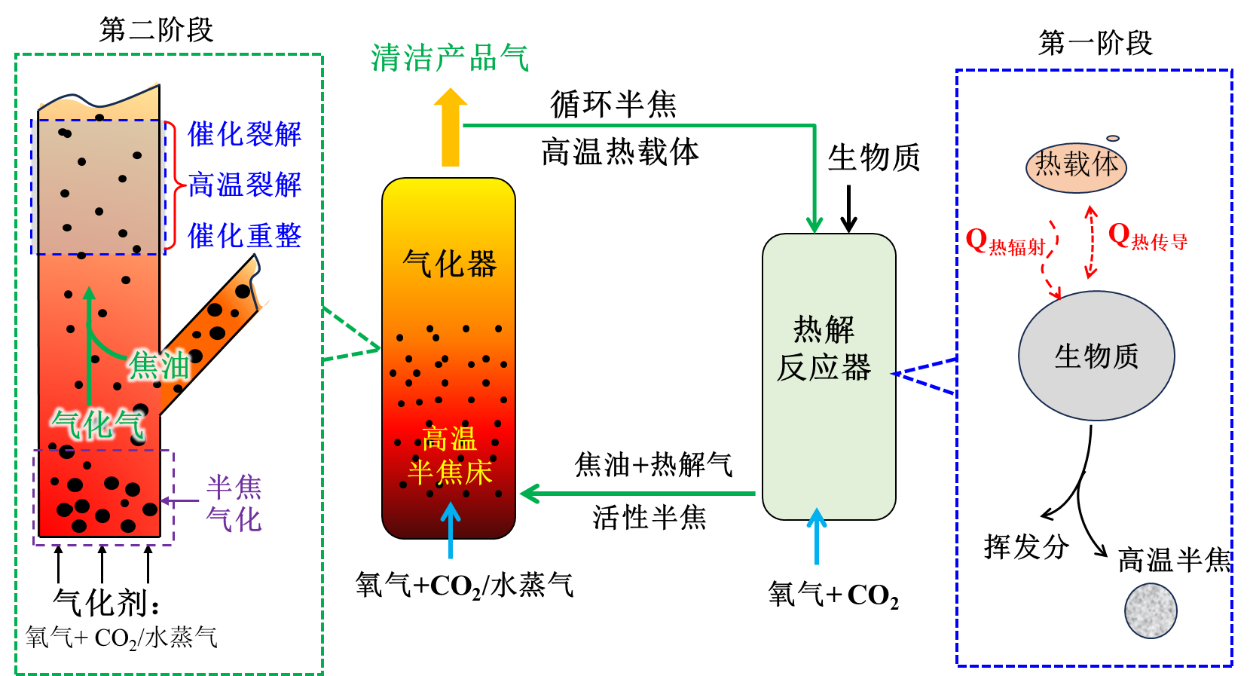
图1 流态化两段气化制备超低焦油合成气工艺流程示意图
流态化两段气化已在空气气化生产燃气方面成功应用于中药渣、白酒糟等轻工过程的生物质废物,在河南、四川、山东、安徽等地建成了年处理工业生物质废物万吨至5万吨级的多套产业化应用工程(图2为代表性应用),有效实现了气化燃气焦油含量低于50 mg/Nm3的国际先进技术指标(Bioresource Technology 2016, 206, 93–98; Carbon Resources Conversion 2018, 1(2),109–125; Carbon Resources Conversion 2020, 3, 1–18)。
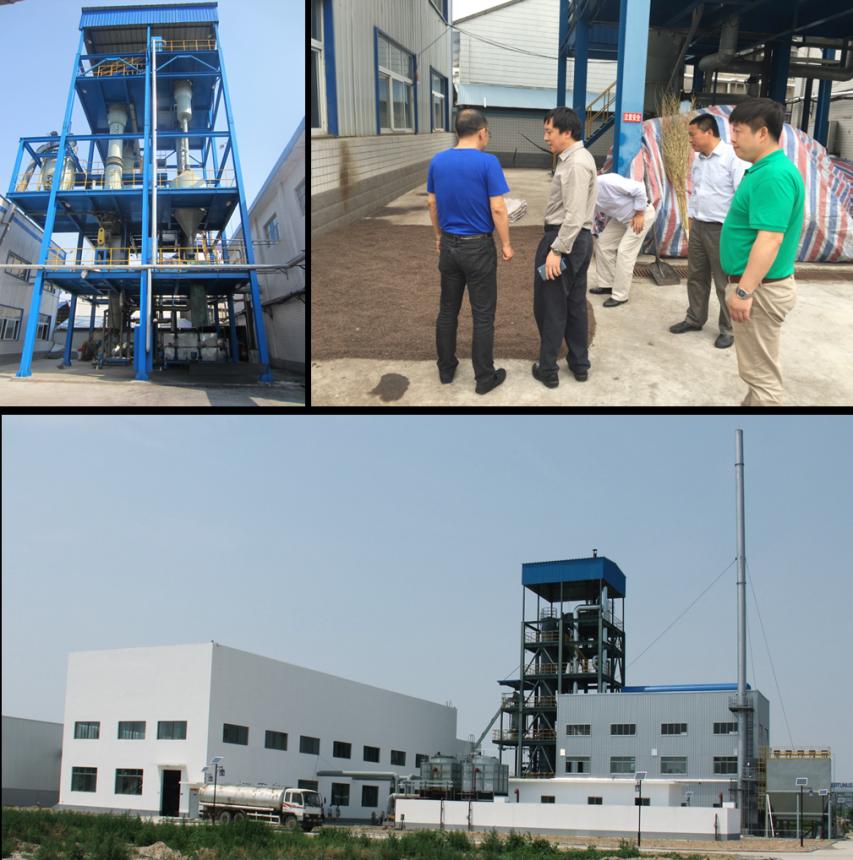
图2 流态化两段气化技术代表性应用工程照片
3、流态化两段气化技术在国内外学术及产业界获得高度评价
流态化两段气化技术工艺及其实现低焦油的技术特色和优势,已获得了国内外学术及产业界的高度认可与肯定评价。例如,加拿大工程院院士、加拿大国家工程院原院长M. A. Rosen在其生物质气化技术综述论文中将流态化两段气化列举为世界上具有前景技术的第一个(Biofuels, 2017, 8(6): 725–745)。2021年,加拿大西部经济发展部(Western Economics Diversification Canada)和加拿大自然资源部(Natural Resources Canada)等还为UBC和FPInnovations立项400余万加元,支持开展流态化两段富氧气化制备生物质合成气的技术工艺和低焦油特性的评价和验证研究(材料:沈阳化工大学与三方的保密协定、UBC教授提供给许光文教授的加拿大立项说明)。针对技术在多家制药厂有效实现高含水中药渣能源化的产业应用,中国轻工联合会鉴定技术“国际领先”,并获得中国轻工业联合会科学技术奖一等奖。相关的技术发明成果和基础研究成果还分别获得了辽宁省技术发明奖一等奖和中国化工学会研究成果奖一等奖。
4、流态化两段生物质纯氧(富氧)气化实现技术验证
(1)运行稳定性与合成气品质。流态化两段气化在易于工业放大的流态化反应器系统中实现反应分级的“两段”超低焦油气化原理,使其更加适合高含水的小颗粒燃料的气化转化,包括生物质及低阶煤。在成功实现空气气化技术的产业化应用基础上,响应“绿色合成”对生物质气化生产合成气对大规模低焦油气化技术的重大需求,近日沈阳化工大学的许光文团队建成并运行了生物质富氧气化制备低焦油合成气的实验室规模流态化两段气化工艺装置。针对高焦油产率的松木生物质成型颗粒燃料开展系统实验,并实现长时间连续稳定运行,结果如图3、图4示。采用O2/CO2的富氧气化,系统稳定操作近50小时(图3),产品气中有效气(H2+CO+CH4)含量达70%,但由于实验室的长时间实验过程中未使用水蒸汽气化剂,且提升管反应器较短和采用电加热,致使H2/CO偏低,甲烷含量偏高,在实际的工程规模的更高温O2/CO2/水蒸汽气化时存有极大提升空间。
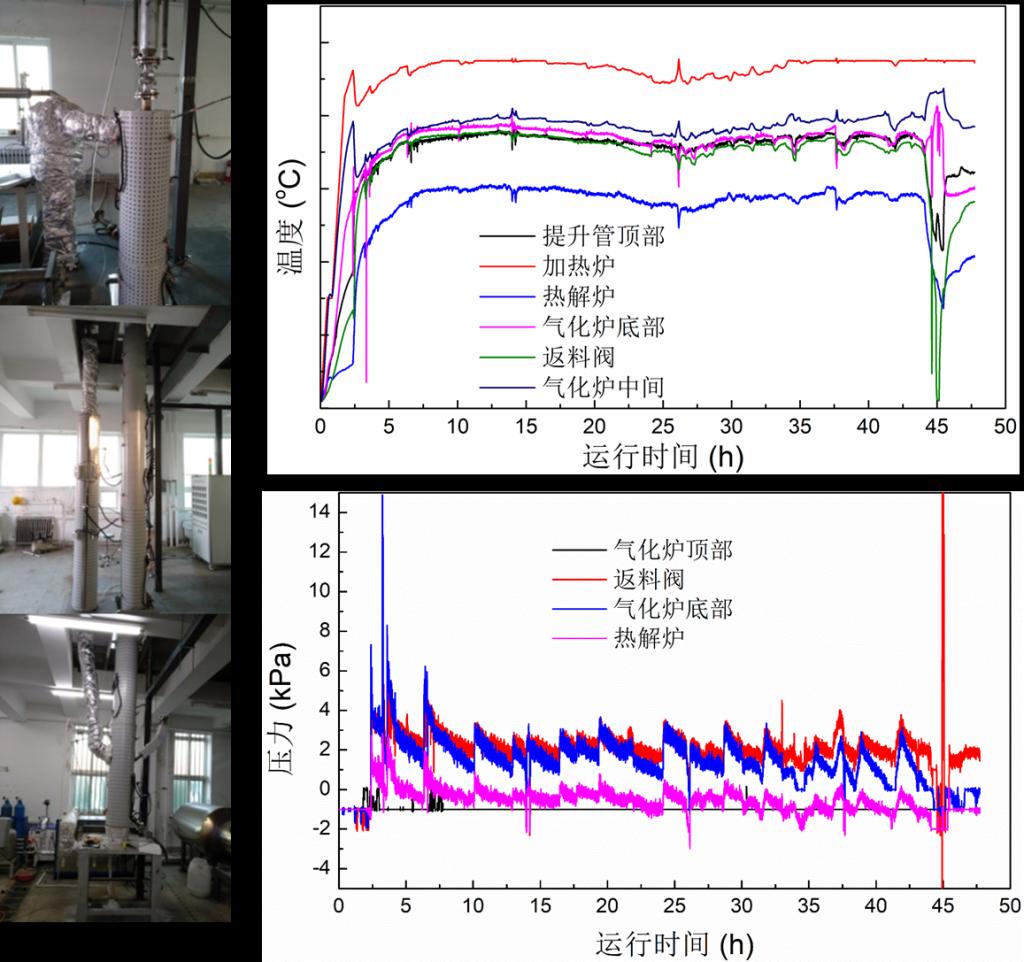
图3 生物质流态化两段O2/CO2气化工艺的实验室长时间运行参数变化
(2)合成气焦油含量极低。前述长时间实验过程中,每间隔5小时通过三级丙酮液洗涤产品气样品流,测试气体中的焦油含量。产品气中的焦油含量随运行时间逐渐降低,在28小时后的丙酮洗涤液已澄清透明(图4),很难测出含有焦油,表明实现了超低焦油气化。同时,图3的温度曲线表明,电加热的实验装置所形成的气化反应温度并不高(~800℃),在工业规模气化炉中,该气化反应温度将稳定于900℃以上,并将适用一定配比的水蒸汽气化剂,因此更利于焦油在气化反应器中的热裂解、催化裂解和催化重整,保障超低焦油合成气的有效生产。
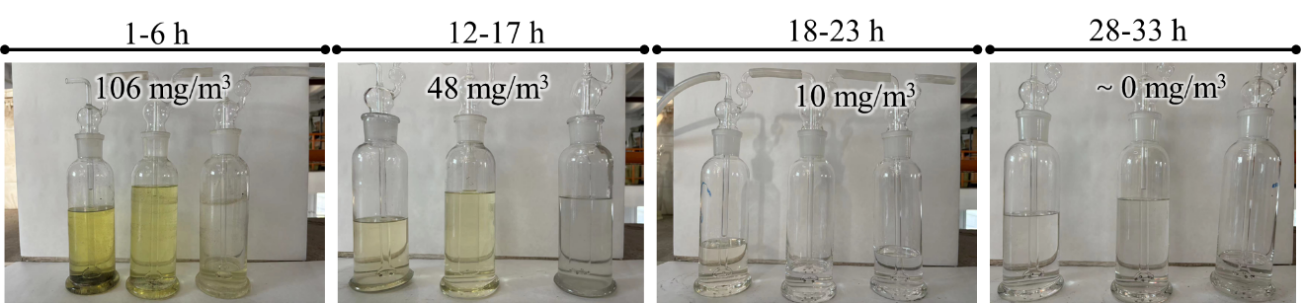
图4 对应图3反应条件的长周期松木颗粒O2/CO2气化的产品气中焦油含量变化
5、生物质富氧气化生产超低焦油合成气的技术发展
当前,全球推进“碳中和”目标提出了绿色甲醇、绿色航煤生产的紧迫要求,国内外大型能源及化工企业都启动了不少大型产业化项目,开展前期可行性的深入研究。结果表明:基于生物“碳”的绿色合成全技术链,在国内外都缺乏能产业化的生物质合成气生产技术,即生物质纯氧(富氧)气化技术。应用于煤气化的各种大型气流床气化技术由于在燃料品质和含灰特性方面的差异,难以有效应用于生物质燃料。基于流化床的气化正在成为生物质气化实现产业规模合成气生产的优选技术,但需要破解生物质流态化气化的“焦油”难题。
流态化两段技术工艺,通过其空气气化制备燃气的工业应用实践和上述实验室装置富氧气化长时间运行对焦油深度脱除的验证,充分证明和揭示了该工艺保障生物质气化低焦油技术特征的有效性和可行性。该工艺技术简单,基于双流化床反应系统,国内外具有很好的装备与过程产业化实践,因此具有很好的工业放大性能,是未来支撑“绿色甲醇/航油产业链”生物质气化技术的有力竞争者。
正由于认识到技术的先进性和产业化可能性,加拿大的政府部门设立了专项,与技术发明负责人许光文教授签订了技术来源声明书和保密协定,定向经费支持UBC和FPInnovations开展流态化两段气化生产生物质低焦油合成气的技术可行性验证和实践。许光文教授团队将全力推进与国内外大型企业的合作,开展加压流态化两段气化生产生物质低焦油合成气的工艺和装备研究,以突破基于生物质原料的绿色合成技术流程目前面临的难题技术。
